
FABLE
福邦润滑油
东莞市东亚石油化工有限公司
安全 · 环保

弯管工艺现象
不锈钢管材的工件在加工的过程中特别容易粘模,加工的过程中容易导致工件的拉花和损坏起皱,怎么办?选择抗磨性好的不锈钢弯管油显得非常重要。
好的弯管油在弯管加工中能很好附着在加工工件上,粘度适合,在工件和模具中形成一定的保护膜,有效防止拉花,提高工件的加工质量,减少废品率。
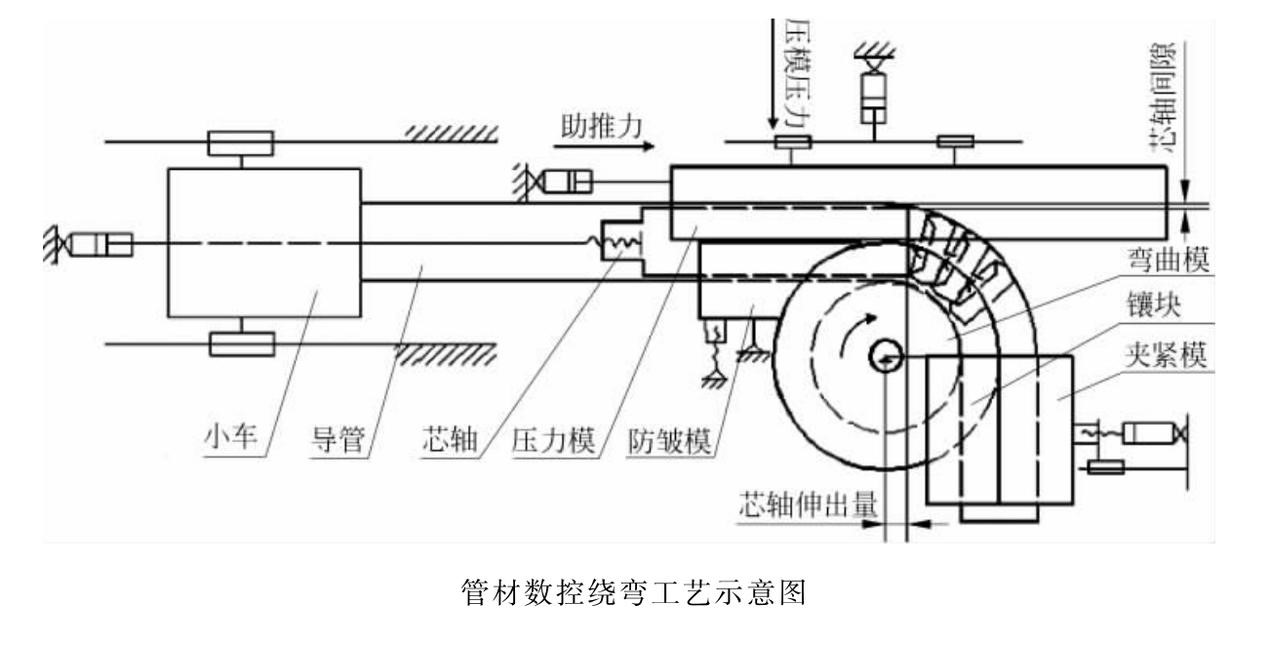
管材塑性弯曲成型是指管材在多模具协同作用和严格配合下发生塑性变形,从而获得空间任意曲线形状制品的重要加工方法。
管件常用材质分为黑色金属和有色金属:
● 黑色金属材料:钢,钢合金和不锈钢。
● 有色金属材料:铝,铜和镍等。
弯管常用的设备有液压弯管机和数控弯管机,在汽车行业,工业化生产一般使用数控弯管机,产品精度和生产效率会更高。
1
福邦润滑油
FABLE oil
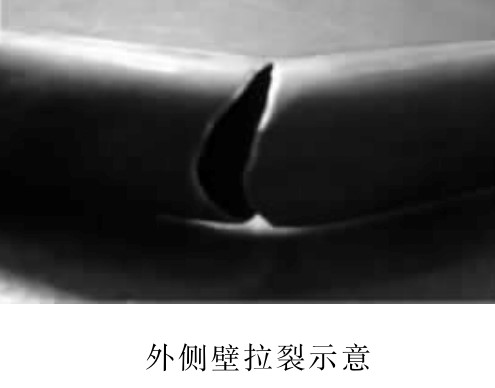
像我们处理一些客户过程中,会遇到做不锈钢弯管拉伸成型的,通过了解,如客户加工的材料是304不锈钢,厚度为0.8-1.2mm之间。由于客户对金属加工油的了解不足,所以只使用矿物油作为不锈钢弯管成型油,结果有些部位出现了拉裂,拉爆等问题。如果只使用矿物油,油膜强度不能满足要求,油膜容易破裂,会引起金属与金属的接触,产生烧结。
产生外壁开裂的原因有:
● 管材的热处理不当
● 压模压力过大,管材弯曲过程中材料流动阻力太大。
● 芯轴与管材内壁的间隙过小,导致摩擦力太大。
● 芯轴伸出量过大等
为防止管材的外壁开裂,在排除热处理和材质本身的因素外,对压模压力、内壁间隙,芯轴伸出量及润滑情况等都需要进行检查。
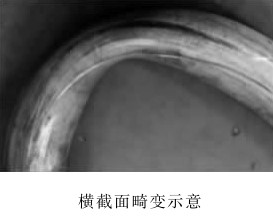
管材内弯侧起皱
弯管起皱主要发生在内弯侧,通常分为3种情况:
1. 前切点处起皱
2. 后切点处起皱
3. 圆弧内侧全起皱
● 前切点起皱一般由于芯轴安装时伸长量过小,管壁在弯曲过程中得不到芯棒的支撑。
● 后切点起皱一般由于没有安装防皱模或防皱模安装位置不对。
全起皱的原因较为复杂,主要在于:
○ 防皱模位置靠后或形槽尺寸过大,防皱模起不到支撑管壁的作用。
○ 压模压力过小,管材与防皱模间隙过大。
○ 芯轴直径尺寸过小和位置不合理等
为防止弯管内侧起皱,若前切点起皱,应向前调整芯棒位置;若后切点起皱,应加装防皱模,调整合理的倾角和压模压力;若全起皱,除调整压模压力外,还要检查芯轴直径,直径太小或磨损严重时需要及时更换。
02
原理
FABLE oil

旋转拉伸弯曲
使用模具和在旋转动作中工作的各种部件的组合来弯曲管材。该动作将管材向前拉,在管道中形成所需的弯曲。旋转拉伸弯曲分为有芯轴弯曲和无芯轴弯曲。
当极压剂会产生化学或物理吸附,在金属表面形成坚实的润滑膜,能使润滑性能得以提高。特别是当磨擦面的温度升高到一定温度时,油性极压剂吸附膜的分子排列会遭到破坏,失去润滑效果。此时,覆盖在两个金属表面的边界润滑膜消失,金属之间产生了直接接触。直接接触面积增加,磨擦能量便随之增加,从而导致温度上升,其结果容易发生所谓烧结现象。在这种情况下,为了达到既使温度上升,仍能防止两个金属面直接接触的目的而使用的添加剂便是极压剂。极压剂是通过磨擦界面上产生的高温使其本身发生化学变化,在磨擦着的金属面上生成剪切力,并能起着有效保护作用的边界润滑膜。
03
我们的解决方案
FABLE oil
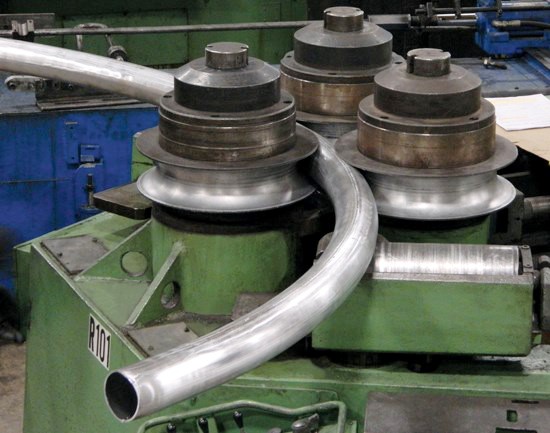
滚动弯曲
当需要大半径弯曲或曲线时使用此方法,管材穿过一系列呈金字塔排列的三个辊子。
因此,弯管拉伸成型并不是只要润滑性好就可以了,还必须要有极压性,你的弯管件才不会拉爆裂,不会出现拉伤痕。特别是304不锈钢弯管拉伸成型工艺,对拉伸油的极压性要求是比较高的,稍有不慎就会出现客户所说的拉爆、拉裂现象。
在工艺参数设置合理的情况下,东莞市东亚石油化工有限公司可提供半流体状凝胶状态的水溶性弯管润滑剂产品,专门替代弯管过程中应用的油基型、油水分散型(乳化型)等含油润滑剂。经实践证明,可以满足汽车行业弯管的需求。
 办公地址:东莞市长安镇德政中路78号
办公地址:东莞市长安镇德政中路78号
 东莞工厂:广东省东莞市长安镇涌头德政东路40号之三101厂房
东莞工厂:广东省东莞市长安镇涌头德政东路40号之三101厂房
 电话:0769-85384490、85317586、81605086
电话:0769-85384490、85317586、81605086
 QQ:1228716163
QQ:1228716163  传真:0769-85311913
传真:0769-85311913 邮箱:dy@fable-China.com
邮箱:dy@fable-China.com
越南 北越工厂:越南北宁省北宁市克念坊福安工业园A2-3栋
越南 南越工厂:平阳省新渊县 新福庆市 庆和区 第5组8号508地块
 阿里旺铺
阿里旺铺